 焊锡机
焊锡机

影响选择性波峰焊焊接质量的四个关键因素
2026-06-16 责任编辑:迈威
![]() 5
5
选择性波峰焊的焊接质量受到多种因素影响。了解这些关键因素,有助于企业提升产品良品率。
一、温度参数设置
焊接温度是影响焊点质量的首要因素。温度过低会导致焊锡润湿不良,出现虚焊;温度过高则可能烫伤焊盘或损坏器件。通常情况下,选择性波峰焊的焊接温度应控制在250℃至280℃之间,具体数值需根据焊锡丝规格和PCB板特性确定。
二、焊接时间控制
焊接时间同样至关重要。时间过短,焊锡未能充分润湿;时间过长,可能导致助焊剂挥发殆尽或焊点氧化。一般建议焊接时间控制在2至4秒。
三、助焊剂喷涂量
助焊剂的作用是去除焊盘和器件引脚表面的氧化层,促进焊锡润湿。喷涂量不足会导致上锡不良,喷涂过多则会造成板面残留。理想的喷涂量应使焊点周边有薄层助焊剂残留,但无明显流动。
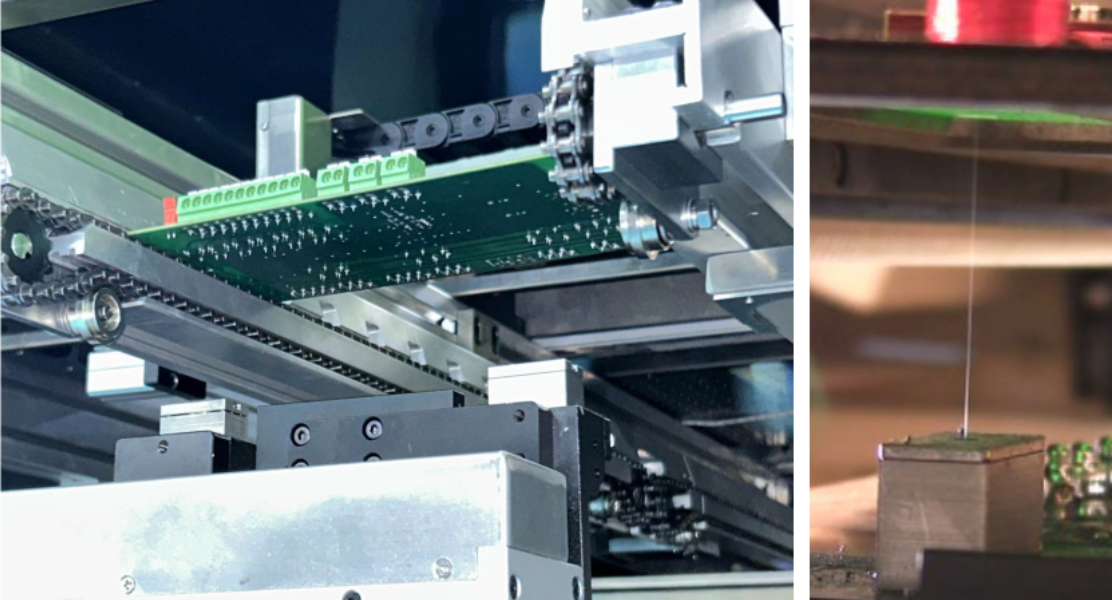
四、喷嘴选型与维护
喷嘴口径决定了焊点的焊接范围。对于窄间距器件,需要选用小口径喷嘴;对于大焊点,则需要更换大口径喷嘴。此外,喷嘴使用一段时间后会产生氧化或堵塞,需定期清理。

热门动态
-
选择性波峰焊常见的三大痛点,迈威一招解决
2026-06-16
 16
16 -

选择性波峰焊怎么选?这五大参数不能不注意
2026-06-16
16 -
自动焊锡机能否替代人工?三年客户数据告诉你
2026-06-16
17
相关文章
-

自动焊锡机使用环境,你了解吗
2020-07-02
2202 -

迈威激光焊锡机的特点
2020-07-08
2464 -

一般什么情况下我们选择用点焊的方式焊接?
2020-06-28
2465
